
Save the Crank
A racing crankshaft isn’t necessarily a disposable component – As seen in Drag Racing Scene magazine.
Racing cranks adhere to the tightest tolerances. Typically, the machined surfaces on today’s racing crankshafts are held to a .0003-inch (or better) tolerance right out of the manufacturer’s box. Those precision ground tolerances provide excellent load-carrying surfaces leading to a longer life for the crank and bearing surfaces under the massive torsional load they endure in a racing application.
In the realm of drag racing, the stress imposed on a crankshaft is incredible when converting the radial forces from the piston and rod to the rotating motion of the crankshaft. The best materials and machining tolerances in your engine components are at war with the abuses of high rpm, clutches, torque converters, and launches. The list of crankshaft-hating scenarios goes on and on.

The failure of a rod or journal bearing is the most common calamity in the torturous bottom end of a racing engine. Other common failures include the thrust bearing area, typically located on the rear journal of the block. The crankshaft itself can incur damage without bearing failure. General wear of the crankshaft surfaces can go outside of tolerable dimensions, and cracks or bending can take place.
Before you go and toss that damaged high-dollar crankshaft into the scrap heap, there are very viable repair techniques for these described scenarios. Of course, the simplest repair is to regrind the typical rod and main journal to a smaller diameter, thus cleaning up the damage.
Though bearings are readily available to compensate for the reduced crank journal diameter after a “regrind,” many debate the strength of a crankshaft beyond the typical .010/.010 clean-up. We will save that debate for another tech article.

The pre-heating and post-heating processes are different between brands and crank material with Ohio Crank’s multiple ovens. Each crank is handled differently for the best outcome.

There are reputable crankshaft specialists like Ohio Crankshaft who have the skills and machinery to repair your expensive crankshafts so they live to fight another day. Ohio Crankshaft not only stocks more than 1,200 crankshafts for motorsport and hot rod applications, but they also inspect and repair hundreds of crankshafts per year. Their crank repair reputation ranges from motorsports to mega-sized cranks for agriculture and industrial applications. Ohio Crankshaft is also relied upon by many leading auto restorers to resurrect irreplaceable vintage crankshafts.
“Racing crankshafts are reasonably straightforward when it comes to material and hardening processes used,” Ohio Crankshaft owner Stan Ray explains. “We also repair crankshafts ranging from huge air compressors, to 7 1/2 feet long Allison aircraft engine cranks, to WWll aircraft. Some of these repairs get tricky with unique materials and hardening processes. We have mastered many welding and heat treating processes over the years for so many different crank materials.”

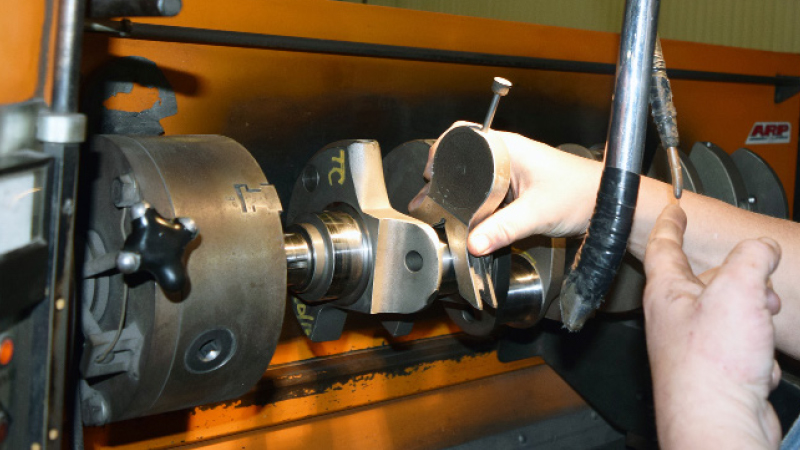
Ray recommends the first step in crankshaft repair is the analysis of the damaged unit.
“We always recommend the customer gives us a call to describe in detail what kind of crankshaft they have and what general damage it has before spending the dollars in shipping,” Ray continues. “Though we can successfully repair some pretty severe damage, we just hate to see someone spend the money to ship us a crank that is beyond repair. More importantly, we can usually listen to what kind of crankshaft they have, along with the damage description, and derive if we can repair it. Today’s digital photos and email can help us be spot-on with repair diagnosis too.”
Once a crank arrives it is given a thorough inspection through magnetic particle testing, popularly known as the “Magnaflux” process. A ring of electrical current produces a magnetic field around the crankshaft. A liquid solution containing fine iron powder flows over the crankshaft. A crack in the metal will disrupt the magnetic field, thus concentrating the liquid/metal mix at the crack. An ultraviolet black light clearly illuminates any cracks typically invisible to the naked eye.
We followed Ray Darner through the repair process. Darner has more than 30 years of experience in crankshaft grinding and repair at Ohio Crankshaft.
“The entire repair process is based on knowing what process works best for each crank we repair,” Darner tells us. “Different welding wire, welding heat, and welding speed are factored into every repair.”
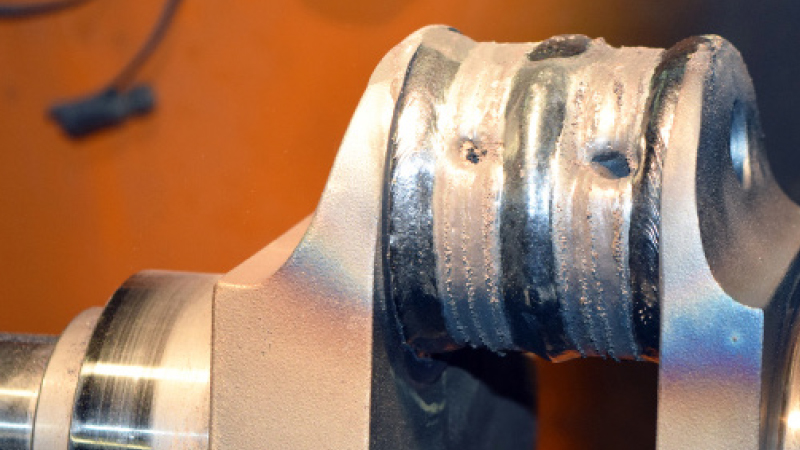
Before the welding process, the crankshaft surfaces to be welded are lightly ground to remove any foreign materials, like bearing material, embedded in the crank. Crank journals can also be out of round at the damaged surfaces, so this also provides an even journal for welding.
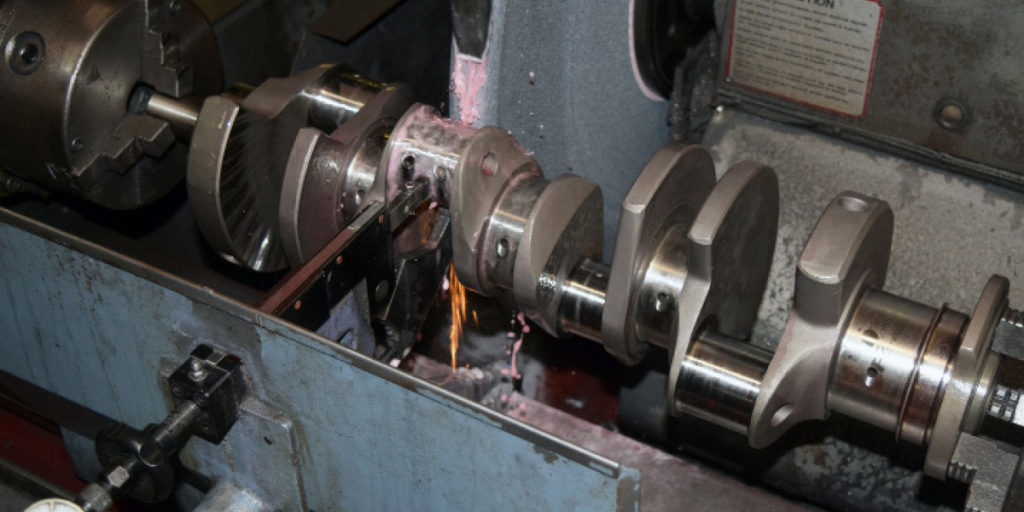
At the welding station, Ohio Crankshaft uses “Submerged Arc” machinery considered to be the most effective way to get proper penetration of material build-up for re-machining. This welding process allows gravity-fed flux to completely cover the point of the arc from a high-amperage MIG welder. As with any welding process, a flux creates a gas that shields the welding arc from impurities in the general air we breathe.
The welding machine is set up similar to the crankshaft grinder. If a rod journal that rotates outside of the crankshaft centerline requires welding, the welder is programmed to move with the rod-stroke to keep an exact distance between the welder tip and the journal motion.
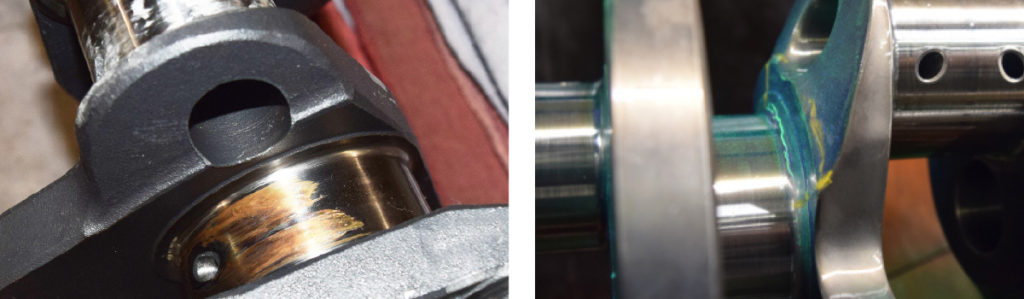
A metallic liquid solution soaks the crankshaft while an ultraviolet black light is shined on the inspected areas. The electric field is disrupted around any cracks, which concentrates the fine metal particles, making any cracks visible that can’t be seen by the naked eye (arrow).
“We pay close attention to the straightness of the crank throughout the repair process,” Darner describes. “From the beginning and throughout the welding and regrinding steps, we make sure the crank remains dimensionally straight. We also pay very close attention to repairing of the radius at each side of a journal to the specs. This part of the repairing process is where experience pays off. Weld penetration can change between the journal face and the radiused ends. Knowing your various brands and material makeup of each crank pays off.”
The straightening process is not exactly high tech, but the savvy straightening process is more of an art than a science. The hydraulic crank press station is strategically located between the welding and grinding stations inside the Ohio Crankshaft facility. This station is filled with fixtures and multiple dial indicators that monitor many points along the length of the crank. Hydraulic pressure is applied to “bend” the crank back to proper tolerances.
“This is where experience pays off,” Darner smiles. “We know how much counter-bending is needed to any given crank and expect it to return the proper tolerance. It’s kinda like baking cookies; you just get experienced in what it takes between a 5140, 4340, or billet crank to bring it back to straight in one shot without going too far.

Magnetic particle testing, popularly known as the ‘Magnafluxing,’ happens when a ring of electrical current produces a magnetic field around the crankshaft or any other metal engine component requiring inspection for cracks.
“Our experience goes into any heating of the crankshaft needed before and/or after the repair process,” Darner points out. “Depending on the crankshaft material and what kind of heat treating it had as a new product, we follow any pre- or post-oven time to hold the strength it had from its manufacturer.”
Great care goes into the starting point between the grinder and the welded surface, as not to be too aggressive or put unnecessary heat into the welded area, but crank welding and repair is becoming a more viable option when it comes to repairing a damaged engine to get back on the ‘strip without breaking the bank.